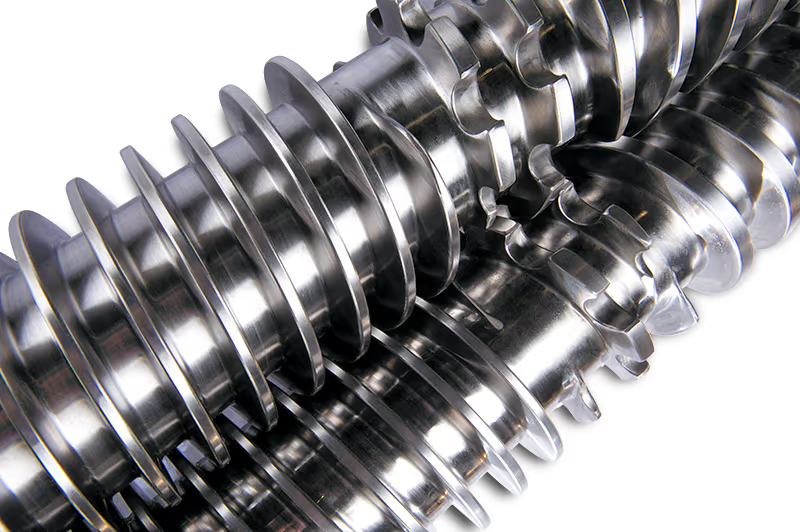
КОНИЧЕСКИЕ ШНЕКОВЫЕ ПАРЫ ДЛЯ ПВХ И ДПК
ДВОЙНЫЕ ПАРАЛЛЕЛЬНЫЕ ШНЕКОВЫЕ ПАРЫ
ШНЕКОВЫЕ ПАРЫ ДЛЯ ОДНОШНЕКОВЫХ ЭКСТРУДЕРОВ
КОНИЧЕСКИЕ ШНЕКОВЫЕ ПАРЫ ДЛЯ ПВХ И ДПК

Размеры двухшнековых конических пар для изготовления профильных изделий:
Шнековые пары 35/75, 40/84, 45/90, 45/97, 45/100, 50/105, 51/105, 55/110, 55/120, 58/125, 61/125, 65/120, 65/132, 68/147, 70/140, 80/143, 80/156, 80/174, 92/188, 95/191, 105/216 и других размеров.
Технические параметры:
- Материал 38CrMoAl
- Твердость: HV850-1000
- Глубина азотированного слоя: 0,45 — 0,7 мм
- Шероховатость поверхности: ≤ Ra0,4
- Линейность шнека: 0,015mm
- Толщина покрытия: 0,025 — 0,10 мм
Варианты технической обработки:
Азотирование, биметаллическое покрытие (карбид вольфрама), хромирование.
ДВОЙНЫЕ ПАРАЛЛЕЛЬНЫЕ ШНЕКОВЫЕ ПАРЫ

Двухшнековые экструдеры с параллельными шнеками используют в основном для смешивания материалов.
Диаметр шнека: от Ø40 мм до Ø200 мм.
Технические параметры:
- Материал 38CrMoAl
- Твердость: HV850-1000
- Глубина азотированного слоя: 0,45 — 0,7 мм
- Шероховатость поверхности: ≤ Ra0,4
- Линейность шнека: 0,015mm
- Толщина покрытия: 0,025 — 0,10 мм
Варианты технической обработки:
Азотирование, биметаллическое покрытие (карбид вольфрама), хромирование.
ШНЕКОВЫЕ ПАРЫ ДЛЯ ОДНОШНЕКОВЫХ ЭКСТРУДЕРОВ

Одношнековые экструдеры – самое популярное оборудование в переработке полимеров.
- Пара шнековая 50.240.28.40
- Пара шнековая 50.260.32.40
- Пара шнековая 55.260.28.40
- Пара шнековая 55.260.32.40
- Пара шнековая 55.270.32.40
- Пара шнековая 55.300.32.50
- Пара шнековая 65.300.32.50
- Пара шнековая 65.350.32.60
- Пара шнековая 75.350.32.60
Расшифровка размеров в названии шнековой пары:
- Первое число — диаметр шнека,
- Второе число — диаметр фланца крепления к редуктору,
- Третье число — соотношение длины и диаметра шнековой пары,
- Четвертое число — диаметр хвостовика под редуктор.
Варианты технической обработки:
Азотирование, биметаллическое покрытие (карбид вольфрама), хромирование.